

沛德不銹鋼水處理設(shè)備的焊接工藝技術(shù)要點(diǎn)以及焊接技術(shù)種類(多圖)
 2016年12月21日 |
2016年12月21日 | 閱讀次數(shù):5127
閱讀次數(shù):5127上期內(nèi)容,我們詳細(xì)講述了腔體為不銹鋼材質(zhì)的水處理設(shè)備為什么會(huì)帶磁以及不銹鋼材質(zhì)的水處理設(shè)備為什么會(huì)生銹?如紫外線殺菌器、精密過濾器、反沖洗過濾器、刷式過濾器等水處理設(shè)備。既然不銹鋼也會(huì)生銹,那么不銹鋼在焊接時(shí)要注意哪些問題呢?接下來常州沛德水處理設(shè)備有限公司將會(huì)在下文對(duì)不銹鋼水處理設(shè)備的焊接工藝技術(shù)要點(diǎn)、技術(shù)種類、工藝檢驗(yàn)方法、不銹鋼水處理設(shè)備的焊接要點(diǎn)及注意事項(xiàng)、操作要求等做出圖文并茂的詳細(xì)闡述。
不銹鋼水處理設(shè)備的焊接工藝技術(shù)要點(diǎn)
不銹鋼焊管是在焊管成型機(jī)上,由不銹鋼板經(jīng)若干道模具碾壓成型并經(jīng)焊接而成。由于不銹鋼的強(qiáng)度較高,且其結(jié)構(gòu)為面心立方晶格,易形成加工硬化,使焊管成型時(shí):一方面模具要承受較大的摩擦力,使模具容易磨損;另一方面,不銹鋼板料易與模具表面形成粘結(jié)(咬合),使焊管及模具表面形成拉傷。因此,好的不銹鋼成型模具必須具備極高的耐磨和抗粘結(jié)(咬合)性能。我們對(duì)進(jìn)口焊管模具的分析表明,該類模具的表面處理都是采用超硬金屬碳化物或氮化物覆層處理。
激光焊接、高頻焊接與傳統(tǒng)的熔化焊接相比具有焊接速度快、能量密度高、熱輸入小的特點(diǎn),因此熱影響區(qū)窄、晶粒長大程度小、焊接變形小、冷加工成形性能好,容易實(shí)現(xiàn)自動(dòng)化焊接、厚板單道一次焊透,其中重要的特點(diǎn)是Ⅰ形坡口對(duì)接焊不需要填充材料。
焊接技術(shù)主要應(yīng)用在金屬母材上,常用的有電弧焊,氬弧焊,CO2保護(hù)焊,氧氣-乙炔焊,激光焊接,電渣壓力焊等多種,塑料等非金屬材料亦可進(jìn)行焊接。 金屬焊接方法有40種以上,主要分為熔焊、壓焊和釬焊三大類。
熔焊是在焊接過程中將工件接口加熱至熔化狀態(tài),不加壓力完成焊接的方法。熔焊時(shí),熱源將待焊兩工件接口處迅速加熱熔化,形成熔池。熔池隨熱源向前移動(dòng),冷卻后形成連續(xù)焊縫而將兩工件連接成為一體。
在熔焊過程中,如果大氣與高溫的熔池直接接觸,大氣中的氧就會(huì)氧化金屬和各種合金元素。大氣中的氮、水蒸汽等進(jìn)入熔池,還會(huì)在隨后冷卻過程中在焊縫中形成氣孔、夾渣、裂紋等缺陷,惡化焊縫的質(zhì)量和性能。
壓焊是在加壓條件下,使兩工件在固態(tài)下實(shí)現(xiàn)原子間結(jié)合,又稱固態(tài)焊接。常用的壓焊工藝是電阻對(duì)焊,當(dāng)電流通過兩工件的連接端時(shí),該處因電阻很大而溫度上升,當(dāng)加熱至塑性狀態(tài)時(shí),在軸向壓力作用下連接成為一體。
各種壓焊方法的共同特點(diǎn)是在焊接過程中施加壓力而不加填充材料。多數(shù)壓焊方法如擴(kuò)散焊、高頻焊、冷壓焊等都沒有熔化過程,因而沒有象熔焊那樣的有益合金元素?zé)龘p,和有害元素侵入焊縫的問題,從而簡化了焊接過程,也改善了焊接安全衛(wèi)生條件。同時(shí)由于加熱溫度比熔焊低、加熱時(shí)間短,因而熱影響區(qū)小。許多難以用熔化焊焊接的材料,往往可以用壓焊焊成與母材同等強(qiáng)度的優(yōu)質(zhì)接頭。
釬焊是使用比工件熔點(diǎn)低的金屬材料作釬料,將工件和釬料加熱到高于釬料熔點(diǎn)、低于工件熔點(diǎn)的溫度,利用液態(tài)釬料潤濕工件,填充接口間隙并與工件實(shí)現(xiàn)原子間的相互擴(kuò)散,從而實(shí)現(xiàn)焊接的方法。
焊接時(shí)形成的連接兩個(gè)被連接體的接縫稱為焊縫。焊縫的兩側(cè)在焊接時(shí)會(huì)受到焊接熱作用,而發(fā)生組織和性能變化,這一區(qū)域被稱為熱影響區(qū)。焊接時(shí)因工件材料焊接材料、焊接電流等不同,焊后在焊縫和熱影響區(qū)可能產(chǎn)生過熱、脆化、淬硬或軟化現(xiàn)象,也使焊件性能下降,惡化焊接性。這就需要調(diào)整焊接條件,焊前對(duì)焊件接口處預(yù)熱、焊時(shí)保溫和焊后熱處理可以改善焊件的焊接質(zhì)量。
不銹鋼精密過濾器照片

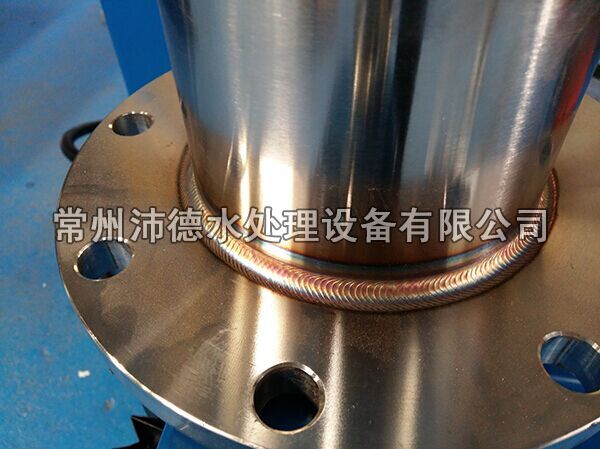
不銹鋼水處理設(shè)備法蘭焊接效果圖
不銹鋼水處理設(shè)備拋光帶紋路和不帶紋路對(duì)比照

水處理設(shè)備不銹鋼管焊接技術(shù)種類
采用的焊接工藝:采用小規(guī)范可防止晶間腐蝕、熱裂紋及變形的產(chǎn)生,焊接電流比低碳鋼低20%;為保證電弧穩(wěn)定燃燒,采用直流反接;短弧焊收弧要慢,填滿弧坑,與介質(zhì)接觸的面后焊接;多層焊時(shí)要控制層間溫度,焊后可采取強(qiáng)制冷卻;不要在坡口以外的地方起弧,地線要接好;焊后變形只能用冷加工矯正。
1) 氬弧焊
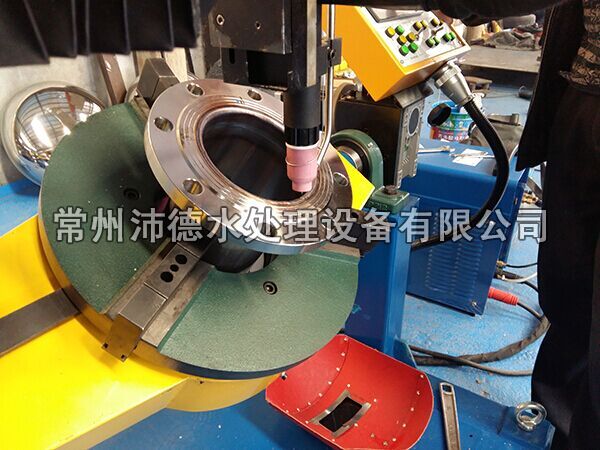
不銹鋼采用氬弧焊時(shí),由于保護(hù)作用好,合金元素不易燒損,過渡系數(shù)較高,故焊縫成形好,沒有渣殼,表面光潔,因此焊成的接頭具有較高的耐熱性和良好的力學(xué)性能。目前在氬弧焊中應(yīng)用較廣的是手工鎢極氬弧焊,用于焊接0.5~3mm的不銹鋼薄板,焊絲的成分一般與焊件相同,保護(hù)氣體一般采用工業(yè)純氬氣,焊接時(shí)速度應(yīng)適當(dāng)?shù)乜煨M量避免橫向擺動(dòng)。對(duì)于厚度大于3mm的不銹鋼,可采用熔化極氬弧焊。熔化極氬弧焊的優(yōu)點(diǎn)是生產(chǎn)率高,焊縫的熱影響區(qū)小,焊件的變形小和耐腐蝕性好,并易于自動(dòng)化操作。
不銹鋼水處理設(shè)備法蘭內(nèi)角焊接效果圖
不銹鋼水處理設(shè)備管法蘭外角

2) 氣焊
由于氣焊方便靈活,可焊各種空間位置的焊縫,對(duì)一些薄板結(jié)構(gòu)和薄壁管等不銹鋼部件,在沒有耐腐蝕要求下有時(shí)可采用氣焊。為防止過熱,焊嘴一般比焊接同樣厚度的低碳鋼時(shí)要小,氣焊火焰要使用中性焰,焊絲根據(jù)焊件成分和性能選擇,氣焊粉用氣劑101,焊接時(shí)用左焊法,焊接時(shí)焊炬焊嘴與焊件傾角成 40~50°,焰芯距熔池應(yīng)不小于2mm,焊絲端頭與熔池接觸,并與火焰一起沿焊縫移動(dòng),焊炬不作橫向擺動(dòng),焊速要快,并盡量避免中斷。
3) 埋弧焊
埋弧焊適用于中等厚度以上的不銹鋼板(6~50mm)的焊接,采用埋弧焊生產(chǎn)率高,焊縫質(zhì)量好,但易引起合金元素及雜質(zhì)的偏析。
不銹鋼水處理設(shè)備罐體焊接效果圖片

4) 手工焊
手工焊是一種普遍的、易于使用的焊接方法.電弧的長度靠人的手進(jìn)行調(diào)節(jié),它決定于電焊條和工件之間縫隙的大小.同時(shí),當(dāng)作為電弧載體時(shí),電焊條也是焊縫填充材料。
這種焊接方法很簡單,可以用來焊接幾乎所有材料.對(duì)于室外使用,它有很好的適應(yīng)性,即使在水下使用也沒問題.大多數(shù)電焊機(jī)可以TIG焊接.在電極焊中,電弧長度決定于人的手:當(dāng)你改變電極與工件的縫隙時(shí),你也改變了電弧的長度.在大多數(shù)情況下,焊接采用直流電,電極既作為電弧載體,同時(shí)也作為焊縫填充材料.電極由合金或非合金金屬芯絲和焊條藥皮組成.這層藥皮保護(hù)焊縫不受空氣的侵害,同時(shí)穩(wěn)定電弧.它還引起渣層的形成,保護(hù)焊縫使它成型.電焊條即可是鈦型焊條,也可是緘性的,這決定于藥皮的厚度和成分.鈦型焊條易于焊接,焊縫扁平美觀.此外,焊渣易于去除.如果焊條貯存時(shí)間長,必須重新烘烤.因?yàn)閬碜钥諝獾某睔鈺?huì)很快在焊條中積聚。
5) MIG/MAG焊接
這是一種自動(dòng)氣體保護(hù)電弧焊接方法.在這種方法中,電弧在保護(hù)氣體屏蔽下在電流載體金屬絲和工件之間燒接.機(jī)器送入的金屬絲作為焊條,在自身電弧下融化.由于MIG/MAG焊接法的通用性和特殊性的優(yōu)點(diǎn),至今她仍然是世界上為廣泛的焊接方法.它使用于鋼、非合金鋼、低合金鋼和高合金為基的材料.這使得它成為理想的生產(chǎn)和修復(fù)的焊接方法.當(dāng)焊接鋼時(shí),MAG可以滿足只有0.6mm厚的薄規(guī)格鋼板的要求.這里使用的保護(hù)氣體是活性氣體,如二氧化碳或混合氣體.限制是當(dāng)進(jìn)行室外焊接時(shí),必須保護(hù)工件不受潮,以保持氣體的效果。
6) TIG焊接
電弧在難熔的鎢電焊絲和工件之間產(chǎn)生.這里使用的保護(hù)氣體是純氬氣,送入的焊絲不帶電.焊絲既可以手送,也可以機(jī)械送.也有一些特定用途不需要送入焊絲.被焊接的材料決定了是采用直流電還是交流電.采用直流電時(shí),鎢電焊絲設(shè)定為負(fù)極.因?yàn)樗泻苌畹暮竿改芰Γ瑢?duì)于不同種類的鋼是很合適的,但對(duì)焊縫熔池沒有“清潔作用”。
不銹鋼水處理設(shè)備焊接工藝檢驗(yàn)方法
焊接檢驗(yàn)內(nèi)容包括從圖紙?jiān)O(shè)計(jì)到產(chǎn)品制出整個(gè)生產(chǎn)過程中所使用的材料、工具、設(shè)備、工藝過程和成品質(zhì)量的檢驗(yàn),分為三個(gè)階段:焊前檢驗(yàn)、焊接過程中的檢驗(yàn)、焊后成品的檢驗(yàn)。檢驗(yàn)方法根據(jù)對(duì)產(chǎn)品是否造成損傷可分為破壞性檢驗(yàn)和無損探傷兩類。
1)焊前檢驗(yàn)
焊前檢驗(yàn)包括原材料(如母材、焊條、焊劑等)的檢驗(yàn)、焊接結(jié)構(gòu)設(shè)計(jì)的檢查等。
2)焊接過程中的檢驗(yàn)
包括焊接工藝規(guī)范的檢驗(yàn)、焊縫尺寸的檢查、夾具情況和結(jié)構(gòu)裝配質(zhì)量的檢查等。
3)焊后成品的檢驗(yàn)
焊后成品檢驗(yàn)的方法很多,常用的有以下幾種:
外觀檢驗(yàn)
焊接接頭的外觀檢驗(yàn)是一種手續(xù)簡便而又應(yīng)用廣泛的檢驗(yàn)方法,是成品檢驗(yàn)的一個(gè)重要內(nèi)容,主要是發(fā)現(xiàn)焊縫表面的缺陷和尺寸上的偏差。一般通過肉眼觀察,借助標(biāo)準(zhǔn)樣板、量規(guī)和放大鏡等工具進(jìn)行檢驗(yàn)。若焊縫表面出現(xiàn)缺陷,焊縫內(nèi)部便有存在缺陷的可能。
致密性檢驗(yàn)
貯存液體或氣體的焊接容器,其焊縫的不致密缺陷,如貫穿性的裂紋、氣孔、夾渣、未焊透和疏松組織等,可用致密性試驗(yàn)來發(fā)現(xiàn)。致密性檢驗(yàn)方法有:煤油試驗(yàn)、載水試驗(yàn)、水沖試驗(yàn)等。
受壓容器的強(qiáng)度檢驗(yàn)
受壓容器,除進(jìn)行密封性試驗(yàn)外,還要進(jìn)行強(qiáng)度試驗(yàn)。常見有水壓試驗(yàn)和氣壓試驗(yàn)兩種。它們都能檢驗(yàn)在壓力下工作的容器和管道的焊縫致密性。氣壓試驗(yàn)比水壓試驗(yàn)更為靈敏和迅速,同時(shí)試驗(yàn)后的產(chǎn)品不用排水處理,對(duì)于排水困難的產(chǎn)品尤為適用。但試驗(yàn)的危險(xiǎn)性比水壓試驗(yàn)大。進(jìn)行試驗(yàn)時(shí),必須遵守相應(yīng)的安全技術(shù)措施,以防試驗(yàn)過程中發(fā)生事故。
物理方法的檢驗(yàn)
物理的檢驗(yàn)方法是利用一些物理現(xiàn)象進(jìn)行測定或檢驗(yàn)的方法。材料或工件內(nèi)部缺陷情況的檢查,一般都是采用無損探傷的方法。目前的無損探傷有超聲波探傷、射線探傷、滲透探傷、磁力探傷等。
① 射線探傷
射線探傷是利用射線可穿透物質(zhì)和在物質(zhì)中有衰減的特性來發(fā)現(xiàn)缺陷的一種探傷方法。按探傷所使用的射線不同,可分為X射線探傷、γ射線探傷、高能射線探傷三種。由于其顯示缺陷的方法不同,每種射線探傷都又分電離法、熒光屏觀察法、照相法和工業(yè)電視法。射線檢驗(yàn)主要用于檢驗(yàn)焊縫內(nèi)部的裂紋、未焊透、氣孔、夾渣等缺陷。
② 超聲波探傷
超聲波在金屬及其它均勻介質(zhì)傳播中,由于在不同介質(zhì)的界面上會(huì)產(chǎn)生反射,因此可用于內(nèi)部缺陷的檢驗(yàn)。超聲波可以檢驗(yàn)焊件材料、部位的缺陷,并且能較靈敏地發(fā)現(xiàn)缺陷位置,但對(duì)缺陷的性質(zhì)、形狀和大小較難確定。所以超聲波探傷常與射線檢驗(yàn)配合使用。
③磁力檢驗(yàn)
磁力檢驗(yàn)是利用磁場磁化鐵磁金屬零件所產(chǎn)生的漏磁來發(fā)現(xiàn)缺陷的。按測量漏磁方法的不同,可分為磁粉法、磁感應(yīng)法和磁性記錄法,其中以磁粉法應(yīng)用廣。
磁力探傷只能發(fā)現(xiàn)磁性金屬表面和近表面的缺陷,而且對(duì)缺陷僅能做定量分析,對(duì)于缺陷的性質(zhì)和深度也只能根據(jù)經(jīng)驗(yàn)來估計(jì)。
④滲透檢驗(yàn)
滲透檢驗(yàn)是利用某些液體的滲透性等物理特性來發(fā)現(xiàn)和顯示缺陷的,包括著色檢驗(yàn)和熒光探傷兩種,可用來檢查鐵磁性和非鐵磁性材料表面的缺陷。
不銹鋼紫外線殺菌器實(shí)拍

不銹鋼水處理設(shè)備焊接要點(diǎn)及注意事項(xiàng)
1.采用垂直外特性的電源,直流時(shí)采用正極性(焊絲接負(fù)極)
2.一般適合于6mm以下薄板的焊接,具有焊縫成型美觀,焊接變形量小的特點(diǎn)
3.保護(hù)氣體為氬氣,純度為99.99%。當(dāng)焊接電流為50~150A時(shí),氬氣流量為8~10L/min,當(dāng)電流為150~250A時(shí),氬氣流量為12~15L/min。
4.鎢極從氣體噴嘴突出的長度,以4~5mm為佳,,在角焊等遮蔽性差的地方是2~3mm,在開槽深的地方是5~6mm,噴嘴至工作的距離一般不超過15mm。
5.為防止焊接氣孔之出現(xiàn),焊接部位如有鐵銹、油污等務(wù)必清理干凈。
6.焊接電弧長度,焊接普通鋼時(shí),以2~4mm為佳,而焊接不銹鋼時(shí),以1~3mm為佳,過長則保護(hù)效果不好。
7.對(duì)接打底時(shí),為防止底層焊道的背面被氧化,背面也需要實(shí)施氣體保護(hù)。
8.為使氬氣很好地保護(hù)焊接熔池,和便于施焊操作,鎢極中間線與焊接處工件一般應(yīng)保持80~85°角,填充焊絲與工件表面夾角應(yīng)盡可能地小,一般為10°左右。
9.防風(fēng)與換氣。有風(fēng)的地方,務(wù)請采取擋網(wǎng)的措施,而在室內(nèi)則應(yīng)采取適當(dāng)?shù)膿Q氣措施。
不銹鋼水處理設(shè)備鋼焊接操作作要求
不銹鋼紫外線殺菌器車間實(shí)物拍攝

常州沛德水處理設(shè)備有限公司結(jié)合多個(gè)大型項(xiàng)目的施工實(shí)踐。編制過包括管道、儲(chǔ)罐、塔式容器、鋼結(jié)構(gòu)等施工組織設(shè)計(jì)或施工方案。通過這些施工組織設(shè)計(jì)在工程中的實(shí)施,積累了一些經(jīng)驗(yàn),并對(duì)不銹鋼這種材質(zhì)的焊接有了進(jìn)一步認(rèn)識(shí)。現(xiàn)結(jié)合管道施工。針對(duì)不銹鋼水處理設(shè)備在焊接中的技術(shù)管理和質(zhì)量控制,談幾點(diǎn)體會(huì)。
1.確定焊接工藝
不銹鋼的牌號(hào)非常多。按合金成分可分為鉻系不銹鋼和鉻鎳不銹鋼。按不銹鋼的金屬組織可分為奧氏型、鐵素體型、馬氏體型等。而在施工常用的是奧氏體型,如:0Crl9Ni9、1Crl8Ni9Ti等。奧氏體型不銹鋼的焊接性比較好,相對(duì)比較容易焊接,焊接接頭即使在焊態(tài)也具有較高的韌性。但與普通碳素鋼相比,其導(dǎo)熱率約為碳鋼的1/3,膨脹系數(shù)卻比碳鋼大1.5倍。由于奧氏體不銹鋼具有較低的導(dǎo)熱率和較高的膨脹系數(shù),這樣在焊接過程中會(huì)產(chǎn)生較大的變形和應(yīng)變。所以焊接質(zhì)量主要取決于焊接工藝是否與母材相適應(yīng)。為此在確定焊接工藝時(shí),必須從以下方面進(jìn)行考慮。
焊接方法的選擇不銹鋼常用的焊接方法有手工電弧焊、氣體保護(hù)焊及自動(dòng)埋弧焊。主要是根據(jù)設(shè)計(jì)的介質(zhì)參數(shù)、施工條件和操作環(huán)境、以及施工成本等確定。在工藝管道施工中,因管徑大小不等,且管道上閥門、管件較多,使得焊口位置變化較復(fù)雜。所以一般均采用手工電弧焊。對(duì)于輸送易燃、易爆或介質(zhì)有一定潔凈度要求的管道,通常采用氬弧焊打底。手工電弧焊蓋面的方式焊接,以提高焊縫的內(nèi)在質(zhì)量。焊接材料的選擇不銹鋼焊條分為鉻不銹鋼焊條(牌號(hào)為“G”字頭)和鉻鎳不銹鋼焊條(牌號(hào)為“A”字頭)。鉻不銹鋼焊條主要用于馬氏體型不銹鋼焊接。焊條的選擇主要從母材的化學(xué)成分、管道介質(zhì)溫度和壓力、焊機(jī)電流(交流或直流)、焊接方法以及焊接時(shí)的環(huán)境溫度等多方面考慮。通過選擇確認(rèn),會(huì)有多個(gè)牌號(hào)的焊條能夠滿足焊接要求。這時(shí)可根據(jù)焊條的性價(jià)比擇優(yōu)選用。
焊縫坡口形式的選擇設(shè)計(jì)單位通常根據(jù)焊縫的受力情況。在施工圖中注明坡口形式采用相應(yīng)的規(guī)范或標(biāo)準(zhǔn)。而常用的規(guī)范或標(biāo)準(zhǔn)中沒有根據(jù)母材和焊材的不同對(duì)坡口尺寸進(jìn)行細(xì)分。只是依據(jù)母材厚度和焊接方法來確定的。但實(shí)際上不同的母材和焊材在焊接時(shí)對(duì)坡口尺寸的要求是不同的。這是因?yàn)椋馁|(zhì)的化學(xué)成分和物理特性不同,其施焊時(shí)的穿透力(熔深)也不盡相同。所以在施工時(shí)一定要根據(jù)具體的材質(zhì),調(diào)整坡口的對(duì)口間隙、鈍邊、坡口角度。如果坡口尺寸過大,不僅會(huì)提高施工成本,還會(huì)使焊縫應(yīng)力過大,易變形和產(chǎn)生裂紋;而坡口尺寸過小,則容易出現(xiàn)未焊透、夾渣等質(zhì)量缺陷。在采用手工電弧焊進(jìn)行作業(yè)時(shí),因不銹鋼比碳鋼焊條的穿透力小。所以坡口角度及對(duì)口間隙應(yīng)適當(dāng)增大。可按規(guī)范給定的正偏差值進(jìn)行控制,或通過試焊來確定。
焊接電流的選擇奧氏體不銹鋼的比電阻比碳鋼的大了近5倍。因此焊條在施焊時(shí)很容易過熱、燒紅。而使用大電流將引起焊條過熱和藥皮中有效成分的燒損,使焊縫保護(hù)不良容易引發(fā)缺陷,同時(shí)也得不到預(yù)期的焊縫金屬成分,所以焊接電流不宜過大。一般選用較小的焊接電流為宜。
2.要做好焊前準(zhǔn)備
焊接作業(yè)前。要進(jìn)行有針對(duì)性的準(zhǔn)備。這種準(zhǔn)備是保證焊接質(zhì)量的重要組成部分。其內(nèi)容主要從以下三方面考慮:
焊接操作者技能的確認(rèn)從事焊接作業(yè)的焊工必須持證上崗,并要嚴(yán)格按操作證上注明的允許施焊項(xiàng)目進(jìn)行作業(yè)。焊工有二年以上的不銹鋼或鉻鉬鋼的焊接經(jīng)驗(yàn)。焊接材料的管理焊條在使用前,要按使用說明書規(guī)定進(jìn)行烘焙(如無規(guī)定,則一般按烘干溫度150~200℃,烘干時(shí)間1h進(jìn)行處理)。烘焙必須使用可控溫的專用烘干箱。用多少烘多少,隨用隨取。烘干后的焊條應(yīng)放在保溫筒內(nèi)使用。外露超過2h應(yīng)重新烘焙。重復(fù)不宜超過3次。不銹鋼管坡口可采用機(jī)械加工或等離子切割在施焊前。應(yīng)先清理坡口處的氧化層及毛刺等。為了便于清理焊后飛濺,可先在焊縫兩側(cè)50mm范圍內(nèi),涂刷白堊粉漿,焊后再將其清理。由于不銹鋼與碳鋼接觸會(huì)產(chǎn)生“滲碳”現(xiàn)象,所在焊道及飛濺清理時(shí),必須使用專用砂輪和不銹鋼刷子。
3.預(yù)防變形和裂紋的產(chǎn)生
預(yù)防變形由于奧氏體不銹鋼有大的膨脹系數(shù)和小的導(dǎo)熱率,致使不銹鋼在焊接時(shí),容易出現(xiàn)較大的焊接變形。所以在組對(duì)時(shí),要根據(jù)不同位置的焊縫,使用不同類型的防變形卡具,定位焊和固定焊的位置應(yīng)比一般碳鋼間距小。焊接人時(shí),應(yīng)合理確定焊接順序。如大管徑可二人同時(shí)按同一方向?qū)ΨQ施焊等。母材大于8mm厚時(shí)。焊道應(yīng)多層施焊,并以小線能量施焊。焊接采用焊件接負(fù)極的“反接”法,以降低焊件溫度。
防止裂紋。焊條烘焙后。要使用保溫筒盛裝。施焊環(huán)境溫度宜在0℃以上,且不宜在施焊過程中發(fā)生幅度較大的波動(dòng)。當(dāng)溫度低于O℃時(shí).焊接應(yīng)進(jìn)行預(yù)熱處理,預(yù)熱溫度為80~100℃。引弧采用后退法在坡13內(nèi)引弧,切不可在母材上引弧。運(yùn)條采用向前拉,不擺動(dòng)的直線運(yùn)條法。在立焊時(shí)如必須進(jìn)行橫向擺動(dòng),擺動(dòng)幅度應(yīng)盡量減少,過分的橫向擺動(dòng)容易造成熱裂紋和保護(hù)不良。弧長應(yīng)盡量保持短弧,長電弧不僅會(huì)引起合金成分的燒損,而且可能會(huì)由于空氣中氮?dú)獾那秩嗽斐设F素體的減少引發(fā)熱裂紋。收弧時(shí)應(yīng)將弧坑填滿。尤其是定位焊更容易忽視填滿弧坑,凹陷的弧坑是很難避免熱裂紋發(fā)生的。
沛德水處理生產(chǎn)部的焊接工人都是擁有15年以上的工作經(jīng)驗(yàn),焊接手法純熟,具有焊接的相關(guān)資質(zhì),確保所有水處理設(shè)備的焊接質(zhì)量。歡迎廣大客戶來我公司咨詢考察,24小時(shí)咨詢電話:13601525919 吳先生 微信號(hào):cnpeide
相關(guān)閱讀:




查看更多(共0條)評(píng)論列表